Machine Recycling Discussion and Moderated Newsgroup > Full Machines
> Complete Machines
> Woodwworking
> East
> New
> Omron sysmac CS1W-MC421 motion control unit and cables
Omron sysmac CS1W-MC421 motion control unit and cables
Omron SYSMAC CS1W-MC421 Motion Control Unit, Cables, Breakout
This Omron CS1W-MC421 Motion Control Unit is in good used condition. This unit has very few signs of wear. This CS1W-MC421 was pulled from a working machine. This unit has 4 axis of control, we have others listed with 2 if that might better fit your need.
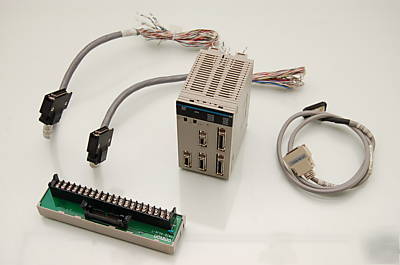
This Motion Control Unit comes with everything pictured.
* 1x Omron CS1W-MC421 Motion Control Unit
* 1x Omron WX2B-40J6-7 Slim Connector Terminal Breakout
* 1x Omron XW2Z-100J-F1 4301 Cable
Here is some info on this unit I pulled from Omron's website-
CS1W-MC421/MC221 Motion Control Units
Improved G Language Programming
Programs can be easily written in G code for up to four axes.
Multitasking enables independent program execution so that axes can be controlled without interfering with each other.
Program up to 2,000 blocks to easily achieve the require operations.
Programming G code is more powerful and easier than ever before with new multiturn circular interpolation (G02/G03), traverse control (G32), a parameter change command (G69), and much more.
Higher Encoder Response Frequency
The encoder response frequency is a maximum of 2 Mpps (with a x4 ratio). Connections to the absolute encoders on OMRON's OMNUC U Series of AC Servomotors and Servo Drivers is easily achieved with special encoder cables.
Implement highly accurate positioning and high-speed applications.
Use OMRON's OMNUC U Series of AC Servomotors and Servo Drivers with Absolute Encoders to eliminate the need for origin searches, thus speeding up system startup and recovery.
Simple, High-speed Interlocks with Other Devices
In addition to M codes, D codes can now be generated to send interrupts to the CPU Unit and execute an interrupt program. Interlocks can thus be easily created with other devices simply by specifying the D codes in the G language program. D codes can even be output during operation.
Easily and quickly create even complex interlocks with other devices by executing an interrupt program in the CPU Unit from the G language program.
Interlock signals can be output at any point during operation to provide more flexibility in the timing of interlocks.
The D code output time is 3.3 ms max from the MC Unit to the CPU Unit.
Commands can now be used for interrupt feeding and specify stopping even when an interrupt input is not received.
Connect a manual pulse generator (MPG) and then enable/disable the MPG or change the MPG ratio during manual operation. Simple sync operations are also possible by connecting an encoder signal to the MPG input connector. The MPG ratio is set as a fraction for precise control.
Windows-based CX-Motion MC Support Software for Easy Programming
Create, edit, save, or print the system parameters, position data, and G language programs required for the MC Unit. You can also monitor the MC Unit's operating status.
Control more than one MC Unit as a separate project for integrated data management.
A special autoloading function can be used to provide essentially infinite memory capacity by using hard disks or floppy disks on a personal computer as a type of extended MC Unit memory. Data transfers can be programmed from the PLC to automatically change data and programs according to machine operating status.
Check out Omron's Website - here -